





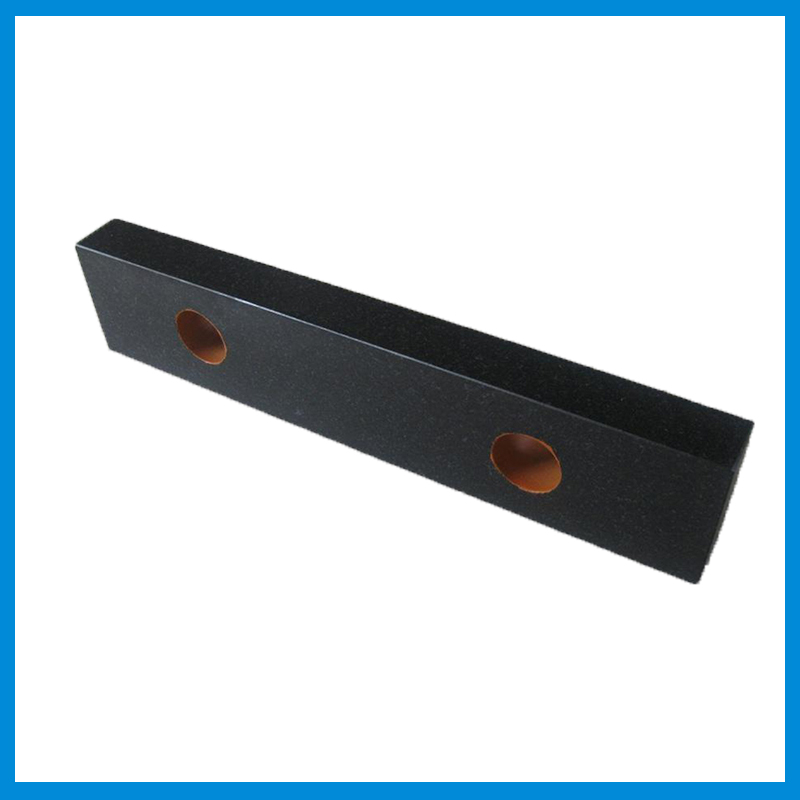
大理石機械構件是大理石構件在發(fā)展過程中達到的一個新品種。大理石構件通過成品的大理石機械構件加工而來,通過給大理石機械構件打孔,鑲嵌絲扣,異型切割,非標制造,按照用戶的技術要求加工成機械件的樣子,用大理石構件代替,這就是大理石構件,大理石構件就是代替機械工件,提高精度需要用大理石材質的,所以叫大理石構件。在機構學中組成機構的、彼此間具有確定的相對運動關系的基本單元,如曲柄滑塊機構中的曲柄、連桿、滑塊和機架,凸輪機構中的凸輪、從動桿和機架。在結構學中則指結構物中的計算或制造單元,它們是固定在一起的﹐彼此間除由于應變有微量位移外,沒有相對運動,如梁、柱、拉桿等。
大理石機械構件在裝配過程中不論是鑄鐵件還是大理石構件石材或者其他材料,當中有許多工作要點是共同遵守合同的。不能擅自裝配。要保證石材機械產品的裝配的,按照規(guī)定的各種石材機械產品裝配技術要求去操作。不同的石材機械產品裝配技術要求雖不盡相同。

一、軸承裝配之前應清洗,洗除防銹漆后才能裝配;清洗時應注意檢查滾道和滾動體有無銹蝕,轉動是否靈活;軸承裝配時應在配合件表面涂一層潤滑油,裝配時如發(fā)現(xiàn)壓力相差太大,應停止裝配進行檢查;軸承裝配時,無型號的一端應朝里,軸肩方向;套裝軸承時加力的大些方向、位置應適當,不應使?jié)L道這滾動體受力,應均勻對稱敲打,不可猛擊,保證端面與軸垂直,防止安裝傾斜;
二、皮帶輪的裝配要求是兩皮帶輪軸線平行,輪槽中心應以正,偏移過大會使皮帶輪張力不均勻,造成皮帶滑脫和加速磨損。同時三角皮帶裝配前應選配,長度應一致,防止傳動中發(fā)生振動;
三、相配零件的配合尺寸要準確,裝配時對配合尺寸應進行復檢或抽檢。例如:主軸的軸頸與軸承配合部位,主軸箱與軸承配合的孔及其中心距;
四、相配表面在配合或連接前,一般都需加潤滑劑。尤其是主軸箱部件中的軸承部位,升降機構的絲桿螺母部位;
五、聯(lián)接的結合表面應檢查是否平整,有無變形,否則應修整,去除毛刺,保證接合面接觸緊密、平整、不歪斜;
六、輪的裝配,要求兩齒合輪軸心線在同一平面內,并且互相平行,應保證有正常的齒合間隙,同時軸向錯位≤2MM;
七、密封件應平行壓入密封槽,不能扭曲變形,破損刮傷密封面;
八、做好零件的清理和清洗工作。清理工作包括去除殘留的鑄造型砂、鐵銹、切屑等。特別是一些重要的零部件,例如龍門大切機、內腔應涂防銹漆。零件上的油污、鐵銹或附著的切屑可用柴油、煤油或汽油作為洗滌液進行清洗,然后用壓縮空氣吹干。
保證大理石構件精度需要 的數(shù)控機床打孔,只有空精密,正確才能算是精度高。因為大理石構件用自然的石質材料制成的精密基準測量工具,取材于地下優(yōu)良的巖石層,經過億萬年自然時效、結晶細密、質地堅硬、形態(tài)及其穩(wěn)定,不用擔心因常規(guī)的溫差而發(fā)生變形,大理石構件又經職工的嚴格物理試驗和選擇的花崗石料,所以大理石構件對儀器儀表、精密工具、機械制件的檢驗,都是理想的基準面,特別是用于高精度的測量方面。
從精度等級的劃分來說,大理石構件可以分為三個精度等級,即0級、00級、000級,普通的大理石構件都為0級精度,像一塊300*300的大理石構件,較高精度000級的精度誤差在1.5微米,00級在3微米,0級的在6微米算是準確度比較高的量具。雖然大理石構件的精度很高,但是對于使用也是有要求的,像000級的大理石構件需要在恒溫、無塵、無震動的車間生產,也需要在這種條件下使用,因為運輸途中是不滿足這個條件的,所以000級的大理石構件需要到使用方的恒溫車間進行加工。







 0755-2330 1799 手機 136 3284 0096
0755-2330 1799 手機 136 3284 0096